Kinh nghiệm chọn mua máy cắt dây tia lửa điện EDM
Sơ lược về gia công tia lửa điện EDM
Trước khi đi vào tư vấn chi tiết chúng ta cần tóm tắt sơ lược về phương pháp gia công tia lửa điện. Phương pháp này được phát triển vào năm 1943 ở Liên Xô bởi hai vợ chồng người Nga tại trường Đại học Moscow là Giáo sư – Tiến sĩ Boris Lazarenko và Tiến sĩ Natalya Lazarenko. Cho đến nay, phương pháp gia công này đã được phổ biến rộng rãi khắp nơi trên thế giới. Nguyên tắc của phương pháp này là bắn phá chi tiết để tách vật liệu bằng nguồn năng lượng nhiệt rất lớn được sinh ra khi cho hai điện cực tiến gần nhau. Trong hai điện cực này, một đóng vai trò là dao và một đóng vai trò là phôi trong quá trình gia công.

Trong thập niên 1960 đã có nhiều nghiên cứu sâu rộng về gia công EDM và đã giải quyết được nhiều vấn đề liên quan đến mô hình tính toán quá trình gia công EDM. Trong thập niên 1970 đã xảy ra cuộc cách mạng về gia công trên máy cắt dây EDM nhờ vào việc phát triển các máy phát xung công suất lớn, các loại dây cắt và các phương pháp sục chất điện môi hữu hiệu. Hiện nay, các máy EDM đã được thiết kế khá hoàn chỉnh và quá trình gia công được điều khiển theo chương trình số.
Nguyên lý hoạt động của gia công tia lửa điện EDM
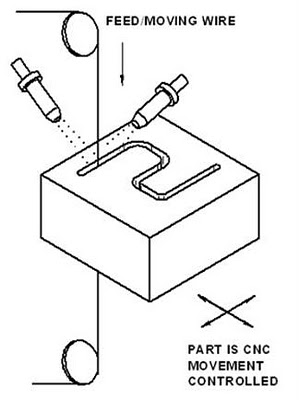
Trong quá trình gia công, dụng cụ và chi tiết là hai điện cực, trong đó dụng cụ là catốt, chi tiết là anốt của một nguồn điện một chiều có tần số 50 – 500kHz, điện áp 50 – 300V và cường độ dòng điện 0,1 – 500A. Hai điện cực này được đặt trong dung dịch cách điện được gọi là chất điện môi. Khi cho hai điện cực tiến lại gần nhau thì giữa chúng có điện trường. Khi điện áp tăng lên thì từ bề mặt cực âm có các điện tử phóng ra, tiếp tục tăng điện áp thì chất điện môi giữa hai điện cực bị ion hóa làm cho chúng trở nên dẫn điện, làm xuất hiện tia lửa điện giữa hai điện cực. Nhiệt độ ở vùng có tia lửa điện lên rất cao, có thể đạt đến 12.000oC, làm nóng chảy, đốt cháy phần kim loại trên cực dương. Trong quá trình phóng điện, xuất hiện sự ion hóa cực mạnh và tạo nên áp lực va đập rất lớn, đẩy phoi ra khỏi vùng gia công. Toàn bộ quá trình trên xảy ra trong thời gian rất ngắn từ 10-4 đến 10-7 giây. Sau đó mạch trở lại trạng thái ban đầu và khi điện áp của tụ được nâng lên đến mức đủ để phóng điện thì quá trình trên lại diễn ra ở điểm có khoảng cách gần nhất.
Phôi của quá trình gia công là các giọt kim loại bị tách ra khỏi các điện cực và đông đặc lại thành những hạt nhỏ hình cầu. Khi các hạt này bị đẩy ra khỏi vùng gia công, khe hở giữa hai điện cực lớn lên, sự phóng điện không còn nữa. Để đảm bảo quá trình gia công liên tục, người ta điều khiển điện cực dụng cụ đi xuống sao cho khe hở giữa hai điện cực là không đổi và ứng với điện áp nạp vào tụ C.
Ứng dụng của gia công tia lả điện EDM
Gia công tia lửa điện là một trong những công nghệ gia công cơ khí hiện đại và đang ngày càng được sử dụng rộng rãi trong các ngành công nghiệp sản xuất ô tô xe máy, điện tử, máy bay, y tế … Các máy gia công tia lửa điện thường được sử để gia công khuôn mẫu và sản phẩm cơ khí đòi hỏi chính xác cao, có biên dạng khó và có độ cứng cao mà gia công trên các máy công cụ thông thường không hiệu quả hoặc không đáp ứng được.
Với tính công nghệ đặc thù không giống như các công nghệ phay tiện thông thường, Việc lựa chọn đầu tư máy gia công tia lửa điện, đặc biệt là máy Cắt dây tia lửa điện (Wire cut EDM) có nhiều điểm cần được quan tâm xem xét. Dưới đây là một số kinh nghiệm được tổng hợp, phân tích và chia sẻ với các bạn đọc để có thể có một quyết định đúng khi đầu tư mua một máy cắt dây mới cho đơn vị sản xuất của mình.
Sau khi, đã xác định nhu cầu đầu tư trên cơ sở phân tích các yếu tố nguồn tài chính và khối lượng công việc, thì các yếu tố kỹ thuật liên quan đến thiết bị cần được xem xét như sau:
1. Kích thước máy, kích thước phôi gia công
Dựa trên kích thước, hình dạng chi tiết dự kiến gia công dự kiến, xác định bạn cần cỡ máy như thế nào?
– Lưu ý bạn cần về kích thước bàn gia công hay hành trình của bàn công tác ( các trục X,Y,Z,U,V) của máy;
– Kích thước chi tiết tối đa có bị hạn chế bởi thùng làm việc (worktank)
– Sản phẩm cao nhất mà bạn có thể có;
– Khối lượng vật gia công lớn nhất là bào nhiêu?
Ngoài ra cần xem xét các yếu tố liên quan đến điều kiện lắp đặt máy? (Độ cao của trần, rộng sàn, không gian làm việc của người vận hành có đủ, các nguồn điện, nước, khí, nhiệt độ, thoát nước…)
2. Tốc độ gia công yêu cầu
Cần xem xét đến các yếu tố
– Sản xuất chi tiết này cần thời gian trong bao lâu để có thể có lợi nhuận
– Loại dây cắt nào phù hợp với mục đích trên (loại dây, đường kính dây, khả năng mua bán dây trên thị trường, giá cả?)
– Tốc độ cắt lý tưởng có phù hợp với độ chính xác và độ nhẵn bóng bề mặt yêu cầu.

Về vấn đề tốc độ cắt cần lưu ý: Thông thường tốc độ cắt của máy cắt dây được xác định bởi đơn vị mm2/giờ; inch2/giờ. Tốc độ này thường được xác định với loại dây đồng đường kính 0.2mm. Trong khi, nhiều máy có bộ nguồn công suất lớn, sử dụng dây đường kính lớn có thể đạt được tốc độ cắt rất cao. Do vậy nếu lựa chọn máy chỉ dựa trên tốc độ cắt không phải bao giờ cũng là tốt nhất. Mặt khác, tốc độ cắt càng cao thì độ chính xác và nhẵn bóng càng bị hạn chế.
Nếu bạn gia công một chi tiết không phải là biên dạng đơn giản, cần lưu ý KHÔNG PHẢI LÀ BẠN CẮT ĐƯỢC NHANH BAO NHIÊU MÀ LÀ HOÀN THIỆN SẢN PHẨM ĐÓ NHANH ĐƯỢC BAO NHIÊU.
Liên hệ với chúng tôi để được tư vấn miễn phí dịch vụ bảo trì – bảo dưỡng máy. Tel: 0903406333 vktechjsc@gmail.com
3. Độ chính xác gia công cần đạt được
– Những độ chính xác nào mà sản phẩm của bạn đòi hỏi, độ chính xác nào là đòi hỏi cao nhất ? (Chính xác đường thẳng, chính xác định vị, chính xác hình học ).
– Để đạt độ chính xác này bạn phải mất bao lâu ? (thời gian gia công và số lần cắt)
– Những điều kiện đặc biệt (nếu cần) để đạt được độ chính xác này (Hệ thống làm mát dung môi, Nhiệt độ môi trường xung quanh…)
4. Độ nhẵn bóng bề mặt chi tiết cần đạt được

– Độ nhẵn bóng nào thì chấp nhận được đối với sản phẩm dự kiến gia công?
– Độ nhẵn bóng tối đa mà máy có thể đạt được
– Có những tuỳ chọn nào có thể giúp máy đạt độ nhẵn bóng cao hơn (thông thường là các option liên quan đến hệ mạch phóng điện)
– Mất bao lâu để đạt được độ nhẵn bóng yêu cầu.
– Nguyên công gia công tia lửa điện ảnh hưởng thế nào đến bề mặt thành phẩm?
5. Các đặc tính cơ bản liên quan đến quá trình cắt EDM
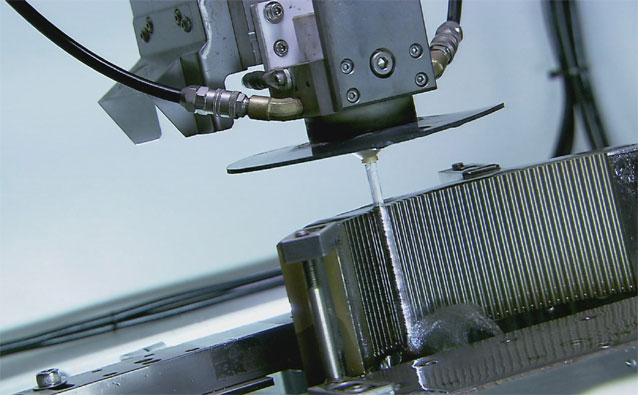
5.1 Cần sử dụng chế độ cắt nào Cắt chìm (Submerge) hay cắt xối (Flushing)
– Các chi tiết có cần cắt phải cắt chìm.
– Trong trường hợp cắt chìm thì giới hạn kích thước và khối lương vật cắt là bao nhiêu? (Đối với máy có cả khả năng cắt chìm và cắt xối, thì khối lượng và kích thước vật cho phép ở chế độ cắt chìm thường bị hạn chế nhỏ hơn so với chế độ cắt xối)
5.2 Đường kính dây cắt
– Bán kính góc cong nhỏ nhất mà vật gia công đòi hỏi là bao nhiêu?
– Dải phạm vi đường kính dây cắt tiêu chuẩn của máy là bao nhiêu?
– Nếu cần mở rộng phạm vi đường kính dây cắt thì phải mua thêm những option gì
– Liệu tất cả các đường kính dây có phù hợp với hệ thống xỏ dây tự động của máy?
5.3 Có cần hệ xâu dây tự động hay không?
– Chi tiết có nhiều lỗ cắt ban đầu và hoặc cần nhiều lần xâu dây không?
– Có thời gian nào máy hoạt động không có người vận hành?
– Việc xâu dây tự động có phụ thuộc vào loại dây cắt?

5.4 Góc cắt côn nghiêng
– Hành trình tối đa trục U,V?
– Góc cắt côn tối đa ?
– Ở chiều dầy cắt bao nhiêu?
5.5 Các tùy chọn để đạt độ nhẵn bóng cao
– Cắt chìm giúp nâng cao chất lượng gia công
– Cắt trong môi trường dầu cho chất lượng tốt hơn.
6) Giao diện người – máy
Các hãng máy EDM thường phát triển hệ điều khiển riêng trên nền PC
– Hệ thống/ Ngôn ngữ lập trình gì?
– Có tương thích với các hệ thống lập / phần mềm khác bạn đang sử dụng ?
– Máy có các chương trình hỗ trợ gia công như thế nào ?
7) Khả năng tự động hóa gia công
– Máy có thể chạy tự động bao lâu?
– Độ tin tưởng của hệ thống xâu dây tự động khi máy chạy dưới các điều kiện vận hành dự kiến?
– Máy có khả năng sử dụng những loại cuộn dây loại mấy kg (thường là 5, 10, 20)?
– Hệ thống thoát dây như thế nào ?
– Khi sử dụng liên tục, các chi tiết bộ lọc, tấm tiếp điện, chất trao đổi ion… sử dụng được trong bao lâu?
– Có vấn đề gì trong trường hợp mất điện.
8. Độ tin cậy của máy
– Nhà sản xuất đã hoạt động bao lâu trong lĩnh vực này
– Quy mô của nhà sản xuất lớn bé thế nào
– Uy tín của nhà sản xuất, các chứng chỉ mà nhà sản xuất đạt được
– Tổng số lượng máy EDM/WEDM đã bán ra/ sử dụng (thị phần của hãng)
– Tổng số lượng model máy loại này đã bán ra/sử dụng
– Hãng có Đại lý hay văn phòng đại diện của hãng tại Việt Nam hay không?
– Chế độ bảo hành và năng lực đội ngũ kỹ thuật sau bán hàng của hãng sản xuất để đảm nhiệm dịch vụ sau bán hàng
– Các tham khảo về người sử dụng ?
9. Các vấn đề về bảo trì
Nếu mua máy, khoảng cách thời gian yêu cầu cho bảo trì là bao nhiêu đối với các bộ phận?
– Hệ xâu dây tự động
– Bộ phận cắt dây
– Hệ thống quay định vị
– Dây đai
– Hệ bôi trơn
10. Vật tư tiêu hao:
Liên hệ với chúng tôi để được tư vấn miễn phí. Tel: 0903406333 vktechjsc@gmail.com
Theo nhu cầu sử, thời gian và chi phí với các vật tư tiêu hao là bao nhiêu ?

– Bộ lọc
– Chất trao đổi ion
– Tấm tiếp điện
– Dẫn hướng dây
– Dây đai truyền động
– Lọc khí
Đối với các vật tư tiêu hao, trên thông thường tốt nhất là mua của đúng hãng sản xuất máy. Tuy nhiên, trên thế giới cũng có nhiều hãng chuyên sản xuất vật tư tiêu hao cho lĩnh vực máy cắt dây tia lửa điện với chất lượng cũng không kém.
Cuối cùng, các yếu tô vô hình nhưng cũng hết sức quan trọng mà người sử dụng cần cân nhắc đến là khả năng Dịch vụ và hỗ trợ kỹ thuật và Chế độ bảo hành của nhà cung cấp.
Nếu có điều kiện, bạn có thể tìm hiểu thông tin trực tiếp từ các hãng sản xuất hoặc đại diện, đại lý chính thức của hãng tại khu vực để có được thông tin đây đủ. Việc đi khảo sát thực tế máy tại các cuộc triển lãm, tại showroom của hãng hay yêu cầu chạy gia công thử cũng sẽ giúp bạn có được một kết luận đúng nhất trước lúc đầu tư.