Một số lỗi thường gặp ở máy cắt dây EDM
Trong qua strình gia công tia lửa điện bằng máy cắt dây người dùng thường gặp phải các vấn đề về chất lượng gia công như giảm trong độ bóng bề mặt, giamr độ chính xác , và xuất hiện các rãnh xước.. . Nguyên nhân của tình trạng này luôn luôn xuất phát từ vấn đề của máy cắt dây EDM và phụ kiện. Chúng ta hãy phân tích và nghiên cứu vấn đề ở trên , thường có các nguyên nhân sau đây :
(1) dây quá lỏng lẻo.
(2) làm việc lỏng quá bẩn .
(3) lựa chọn tham số xung .
(4) khe cắm dây bánh xe molypden là quá lớn.
(5) ống Chủ đề lăn của trái tim khác nhau, vv
Bạn suy nghĩ về máy cắt dây gia công EDM như thế nào. Đối với trên năm câu hỏi chủ yếu là nguyên nhân của máy cắt dây EDM bề mặt gia công cắt thô ráp xấu, vì vậy , làm thế nào chúng ta có thể giải quyết vấn đề này? Giải pháp: làm cho một sợi dây chặt chẽ, thay đổi chất lỏng làm việc để lựa chọn các thông số xung tốt nhất, thay thế puli đệm hoặc mang… Ngoài những lý do trên , chúng tôi cũng phát hiện ra rằng lụa cuộn trong việc sửa chữa nó với trục động cơ và ma sát khớp nối giữa các rãnh then cho lâu dài liên tục , biến dạng, gây ra các rãnh then trong việc đảo ngược rung trống do giải phóng mặt bằng lớn do công bề mặt .

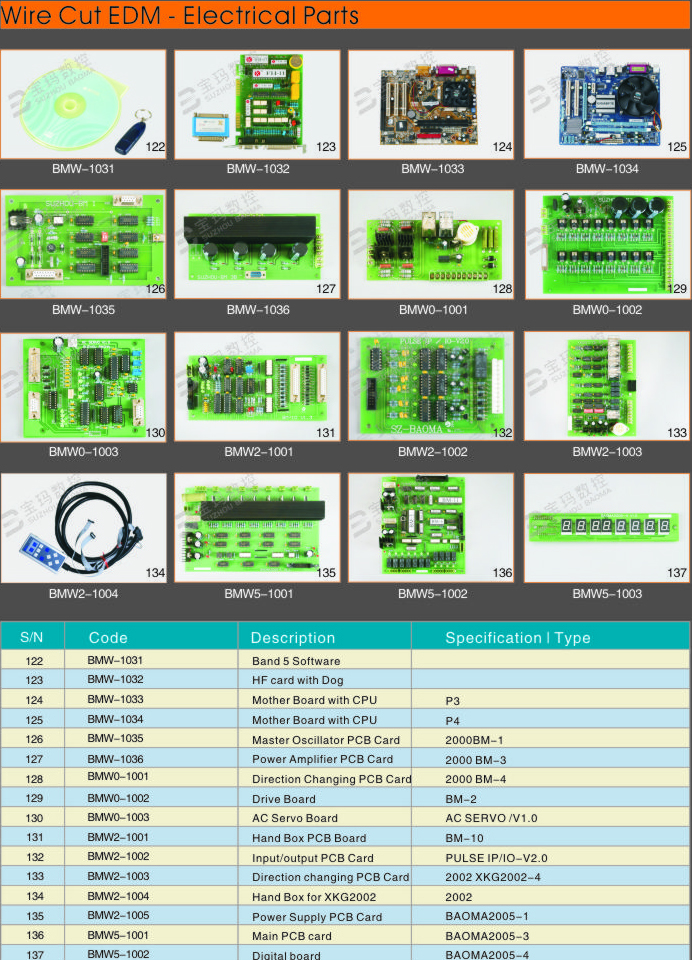
CÁC SỰ CỐ THƯỜNG GẶP Ở BỘ PHẬN ĐIỆN CỦA MÁY CẮT DÂY VÀ PHƯƠNG PHÁP LOẠI BỎ
Máy không thể khởi động, đèn hiển thị nguồn điện vẫn sáng, sau khi ấn công tắc dây vận hành xuống, ống dây không khởi động. Kiểm tra dây vào của nguồn điện 3 pha xem có thiếu pha không. Khi lồng dây moluybden đen xong, sau khi ấn công tắc dây dẫn xuống mà dây dẫn không quay, khi đó tắt bảo vệ dây đứt ( bảo vệ 1), lại bật dây vận hành, có thể khởi động thì bảo vệ dây đứt xuất hiện sự cố. Khi đó kiểm tra cột chắn dây trong giá dây có phải bị tiếp xúc với dây môlít đen, cột chắn dây không được thông với thân máy.
+ Kiểm tra bình thường như trên, đề nghị kiểm tra bảng bảo vệ dây đứt của trên bảng điện, xem cầu chì có đứt không, nếu đứt thì thay cầu chì.
Máy không khởi động được bình thường, tốc độ quay không bình thường, so với lúc bình thường chậm mà không thay hướng, sự cố đó chủ yếu là do nguồn điện ba pha thiếu pha.
Dây vận hành máy điện không đổi hướng, nếu là khách hàng mới hoặc thiết bị chuyển dịch, xuất hiện tình trạng trên chỉ cần điều chỉnh bất kỳ hai pha của nguồn điện ba pha là được .
Dây vận hành không đổi hướng mà phương hướng thống nhất, có thể do công tắc hành trình hỏng dẫn tới, thay công tắc hành trình mới sẽ khôi phục được vận hành bình thường.
Khi dây vận hành máy điện đổi hướng không bình thường, nguyên nhân chủ yếu là do:
a. Công tắc hành trình đổi hướng có vấn đề.
b. Rơ le điện 220V của điều khiển chuyển hướng có vấn đề.
c. Silic có thể điều chỉnh có vấn đề. Người sử dụng có thể phán đoán đối với tình trạng trên thay đổi các linh kiện khác nhau sẽ loại bỏ sự cố.
Dây vận hành không thể phanh, loại sự cố này có thể là má phanh bị hỏng, kiểm tra má phanh trong máy điện, phán đoán xem có phải linh kiện bị cháy không, thay đổi linh kiện loại bỏ sự cố.
CÁC SỰ CỐ THƯỜNG GẶP CỦA MẠCH ĐIỆN CAO TẦN VÀ PHƯƠNG PHÁP LOẠI BỎ
Cao tần không ra được, Vôn kế của nguồn điện cao tần không hiển thị được điện áp, loại sự cố này đại đa số xuất hiện trên nguồn điện. Trước hết kiểm tra các bộ phận như: điện nguồn vào của cao tần, công tắc không khí, vào sơ cấp của máy biến áp, điện áp ra thứ cấp, chỉnh lưu xếp cầu .
Cao tần không ra được, vôn kế hiển thị bình thường. Mở nguồn điện cao tần, kiểm tra các cấp nguồn điện, chủ yếu là điều khiển cao tần ra của zơ le nguồn điện 24V .Dùng mắt kiểm tra xem 2 ống hai cấp phát quang trên bảng dao động có sáng hoàn toàn không, Nếu không phải cả hai đều sáng, kiểm tra xem cao tần của ống ổn áp trên tấm điều chỉnh in có vào và ra không, nếu không ra, thì ống ổn áp hỏng, nếu có ra thì có thể phán đoán mạch của tấm dao động có sự cố, cần thay thế.
Cao tần không ra, qua kiểm tra điện nguồn và bộ phận dao động bình thường.Thì có thể tiếp điểm ngắt cao tần đổi hướng của bộ phận điện có sự cố. Cần thay mới zơ le sẽ khôi phục lại bình thường.
Công suất cao tần ra thấp, cần kiểm tra hoạt động tấm dao động có bình thường không, giá trị trở giữa miếng dẫn điện và dây môlít đen, nếu giá trị trở quá lớn thì cần làm sạch mới miếng dẫn điện.
Nếu hoàn thành theo bốn bước kiểm tra mà vẫn tồn tại các sự cố như vậy , đề nghị kiểm tra kỹ linh kiện và máy có tương thông hay không, nếu tương thông thì có hiện tượng đoản mạch, Kiểm tra một vòng xem dây vật xung cao tần và kim loại có chạm nhau , loại bỏ bộ phận đoản mạch.
Khi lồng dây môlít đen, dây mô lítđen và thân máy nếu tiếp xúc sẽ xuất hiện hiện tượng phóng điện hồ quang, làm dây môlít đen bị cháy đứt., loại sự cố này là do nguồn điện một chiều dẫn tới. Kiểm tra mạch điện của máy, chỉ có máy điện bước tiến X, Y, U, V là điện một chiều 24V. Kiểm tra bước tiến máy điện xem điện nguồn có phải tiếp xúc với vỏ ngoài máy điện hay không.
Linh kiện và dây mô lít đen khi tiếp xúc sẽ xuất hiện phóng điện hồ quang, dây mô lít đen cháy đứt, qua kiểm tra vào máy điện và thân máy không thông, thì có thể là một bộ mạch điện phóng công có vấn đề,từng bước kiểm tra và thay thế ống phóng công có sự cố.
Trong quá trình gia công, dây môlít đen bị hao nhiều, nguyên nhân chủ yếu là:
+ Hao cơ khí
+ Hao sóng âm cao tần
Hao cơ khí chủ yếu là hao do chất lượng dây môlít đen và hao do miếng dẫn điện ma sát. Khi đó điều chỉnh vị trí tiếp xúc của tấm dẫn điện và dây môlít đen.
Cháy dây môlít đen( dây môlít đen một đoạn trắng một đoạn đen).Xuất hiện tình trạng như vậy có máy khả năng như sau:
+Bánh dẫn không cách điện làm cho máy mang điện.
+ Bộ phận dao động không ổn định
+ Có tồn tại hiện tượng cá biệt ống công suất dò điện.
+ Thời gian sử dụng dung dịch cắt quá dài.
SỰ CỐ THƯỜNG GẶP CỦA MẠCH ĐIỆN KHỞI ĐỘNG MÁY CẮT DÂY VÀ PHƯƠNG PHÁP LOẠI BỎ
Trước tiên kiểm tra các zắc cắm xem có bị lỏng hoặc tuột hay không.
Bước vào máy điện không thể tự khóa
Đề nghị kiểm tra mạch điện chỉnh lưu của tầng khởi động.Dùng đồng hồ vạn năng kiểm tra đo điện áp cầu chỉnh lưu vào, ra. Từ đó phán đoán xem linh kiện cung cấp xoay chiều và ra một chiều có phải hỏng không. Xoay chiều thường gặp sự cố do than hóa đầu zắc cắm hình chữ nhật tạo ra đoản mạch xoáy chiều, xoay chiều cung cấp bình thường, một chiều không ra . Bình thường thì do cầu chỉnh lưu tạo ra.
Bước vào máy điện mất bước
Trước tiên dùng mắt kiểm tra xem đèn hiển thị các trục trên bảng khởi động của máy điều khiển có phải thay nhau nhấp nháy, nếu phát hiện ra nhấp nháy bất thường đề nghị trao đổi nhau zắc cắm trụcX và Y trên mảng mạch khởi động. Từ đó phán đoán ra máy điện có tồn tại sự cố. Nếu máy điện bình thường, thìcó thể suy đoán mạch điện phóng to trục đối ứng trên bảng khởi động tồn tại sự cố, đề nghị kiểm tra ống trường hiệu ứng IRF 640 và các linh kiện khác, thay thế các linh kiện có sự cố.
CÁC SỰ CỐ THƯỜNG GẶP CỦA MÁY TÍNH VÀ PHƯƠNG PHÁP LOẠI BỎ
Sau khi mở máy bộ hiển thị không sáng, máy tính không thể khởi động, đề nghị kiểm tra điện áp vào xem có bình thường không.
Máy tính có thể khởi động nhưng bộ hiển thị không sáng, có thể là do cạc hiển thị chưa được cắm chặt, mở máy vi tính chủ cắm lại cạc hiển thị.
Máy tính không thể khởi động bình thường, Loa PC không ngừng rít dài, bộ hiện thị màn đen, Đề nghị kiểm tra cạc hiển thị, sau đó kiểm tra các dây bên trong, cuối cùng là kiểm tra CPU.
Sau một lúc sử dụng máy tính thường xuyên treo máy hoặc tự động khởi động lại máy, đề nghị mở máy chủ kiểm tra quạt gió CPU có quay đều bình thường không
Máy tính khởi động bình thường, mở dẫn dây mở cao tần, hiển thị hình sóng đầy biên độ, nhưng sau khi xung điện lại không gia công phóng điện mà hình sóng vẫn đầy biên độ, kiểm tra dây nối linh kiện và giá cầu có lỏng không, làm chặt cố định lại.
Khi mở cao tần hình sóng không tải, đề nghị kiểm tra đầu zắc nốicó lỏng không và cắm nối lại, nếu vẫn không có hình sóng và khi mở và tắt cao tần , âm thanh của zơ le cạc điều khiển không hút hợp và phóng ra rõ ràng. Có thể phán đoán là đầu nối cạc có vấn đề cần phải giao cho kỹ thuật chuyên môn sửa chữa. Khi gia công xuất hiện đoản mạch mà không tự quay lại, xuất hiện tình trạng này nếu sử dụng cạc YH kiểm tra xem %quay lại trong menu tầng thứ 2của hẹ thống điều khiển YH có bị thay đổi không, thứ tự đầu nối cạc đã nối tốt chưa.Trong quá trình gia công xuất hiện thao tác không theo trình tự hoặc bảo vệ không mất điện bộ nhớ, đề nghị mở máy chủ tháo cạc điều khiển dùng cồn để lau lớp mạ bộ phận đầu nối của cạc điều khiển, lắp lại, nếu vẫn có hiện tượng sai thì phải thông báo nhà xưởng hoặc kỹ thuật chuyên môn đến sửa chữa. Phần mềm không lưu đĩa, không đọc đĩa, đề nghị kiểm tra đường vào đĩa số liệu trong menu phần mềm hoặc đĩa mềm hoặc ổ mềm.
PHÂN TÍCH NGUYÊN NHÂN ĐỨT DÂY KHI CẮT
Vấn đề Cơ khí:
+ Bánh dẫn hoặc ổ trục bị hỏng làm dây môlít đen rung.
+ Tấm dẫn điện có rãnh lõm, dây môlít đen bị ăn vào quá sâu làm cho ma sát đứt dây.
Môi trường làm việc
+ Khi gia công , dung dịch cắt không bắn tới dây môlít đen.
+ Độ đặc của dung dịch cắt không đủ, hoặc thành phần điện phân quá ít, tạo nên dòng điện gia công không ổn định, dễ đứt dây.
+ Xem nguyên liệu có phải là có tạp chất, tạo ra tính dẫn điện không tốt, phóng điện không ổn định.
+ Giữa ống dây và bệ dây có tạp chất, cần dùng xăng rửa sạch.
Điều chỉnh tham số
+ Khi linh kiện gia công cao, nếu 100MM trở lên, kiến nghị khoảng cách mạch dùng 8+1 hoặc 8+2, độ rộng mạch 32+16 hoặc 32+16+8, ống công suất 2+2+3, Tốc độ cắm bổ sung máy điện không vượt quá 20, bám sát cần chặt một chút.
+ Linh kiện gia công cao, nếu 100mm trở lên, kiến nghị dùng khoảng cách mạch 8+1 hoặc 8+2 , mạch rộng 32+16 hoặc 32+16+8, ống công suất 2+2+3, tốc độ cắm bổ sung máy điện phần mềm YH không lớn quá 20, bám sát cần chặt một chút.(điều chỉnh bàn phím nhỏ 1,3).
+ Nếu điều chỉnh như trên vẫn không có hiệu quả cần điều chỉnh máy điện thế đầu nối cạc phần mềm YH bộ phận bên trong máy tính, điều tiết bộ điện thế 1, để đường đáy sóng màu hồng của cửa sổ gia công nâng cao, lại điều tiết bộ điện thế 2 , làm đường đáy hình